鋳造工場にて、電気炉の注湯時間監視装置の自動化工事を行いました。
電気炉の注湯時間監視装置において、これまでは監視開始を手動で行っていたものを自動化したいとのご要望でした。
以前同じ工場で同様の工事を行い、その追加工事となります。
前回改造した電気炉は高周波炉だったのに対し、今回は低周波炉のため、カウントする信号も別のものを採用しています。
工事前の様子
傾動操作レバー

既設の傾動操作レバーの様子です。
操作盤 外側

既設の操作ボックスの工事前の様子です。
操作盤 内部

既設の操作ボックスの内部の様子です。
当社の提案・施工内容
電気炉の炉体を一度傾動させた後の着座を監視開始とし、注湯時間のカウントを開始させる改造をしました。
監視開始のタイミングの誤差などはあまり気にしないとのことで、近似値となる信号で監視を開始する設定にしました。
具体的には、炉体を上昇・傾動させるレバーにリミットスイッチを敷設し、動作の検知を行います。
動作検知から監視開始までの具体的な秒数は、現場の作業を実測で測り設定しています。
施工後の様子
傾動操作レバー

レバー付近にリミットスイッチを設置し、部材費を抑えました。
操作ボックス 外側

操作ボックスにカムスイッチを追加しました(真ん中上から2行目)。
操作ボックス 内部

切替スイッチを増設し、既設の操作ボックスへの繋ぎ込みを行いました。
施工後 シーケンス図
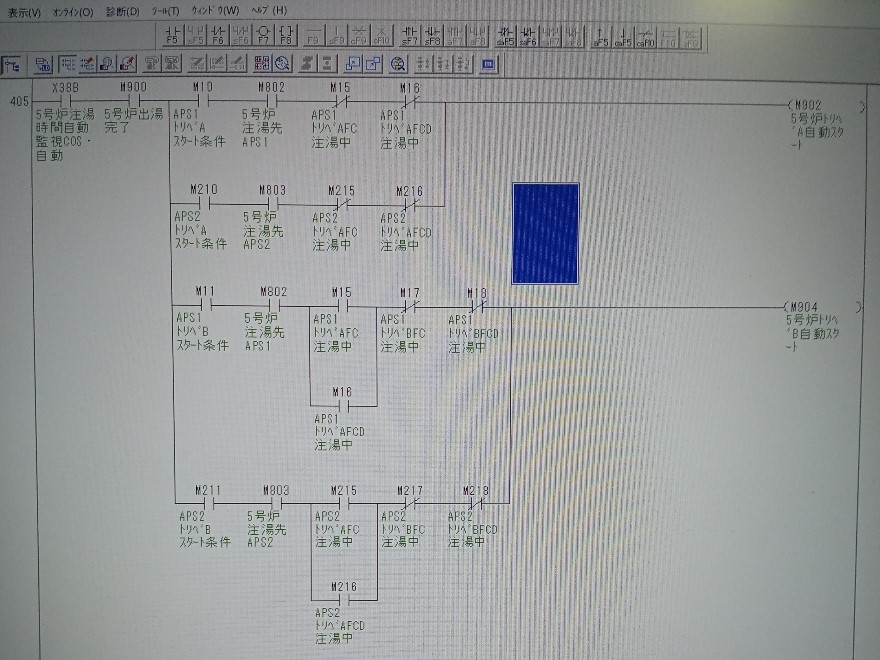
レバーを1秒以上傾動後、炉体操作なし及び下降・傾動操作を8秒以上行うことでカウント開始するよう設計しました。
当社スタッフより
工場で自動化をしたい作業について、私たちは設備の稼働状況等を詳細に聞いて実現します。
自動化を進める上で、様々な要望や課題があると思います。
例えば今回の場合では、部材費をなるべく抑えたいとのことで、現場オペレーションの了承のもと、リミットスイッチを傾動レバーの付近に設置しています。
また、誤作動をなくすよう注湯以外ではなるべく反応しないようなラダーを設計しました。
ソフトなどを導入せずに工場の自動化を実現したい方は、私たちにお任せください。